


联系我们

钢筋笼地滚机可按需定做
更新时间:2025-02-12 13:53:08 浏览次数:24 公司名称:许昌 建贸机械设备有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 35000/台 |
| 发货期限 | 3 |
| 供货总量 | 999 |
| 运费说明 | 不含运费 |
| 最小起订 | 1 |
| 质量等级 | 优 |
| 是否厂家 | 是 |
| 产品材质 | 钢 |
| 产品品牌 | 河南建贸 |
| 发货城市 | 长葛 |
| 产品产地 | 长葛 |
| 产品型号 | JMRLJ-3000 |
| 可售卖地 | 长葛 |
| 产品重量 | 4吨 |
| 产品颜色 | 红 |
| 质保时间 | 一年 |
| 外形尺寸 | 4*15米 |
| 适用领域 | 高速高铁 |
| 是否进口 | 否 |
| 产品功率 | 15千瓦 |
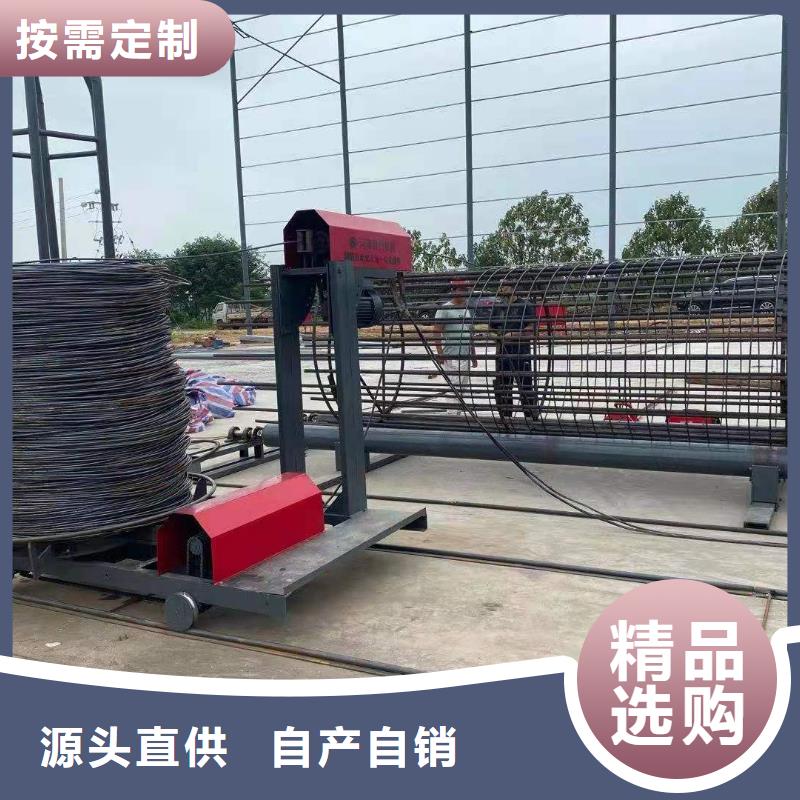

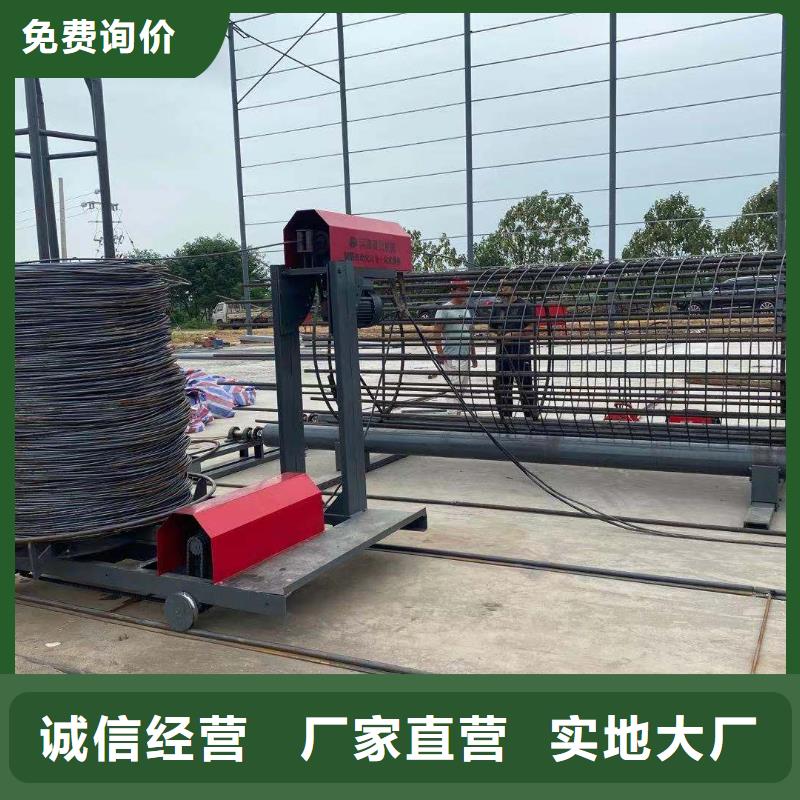
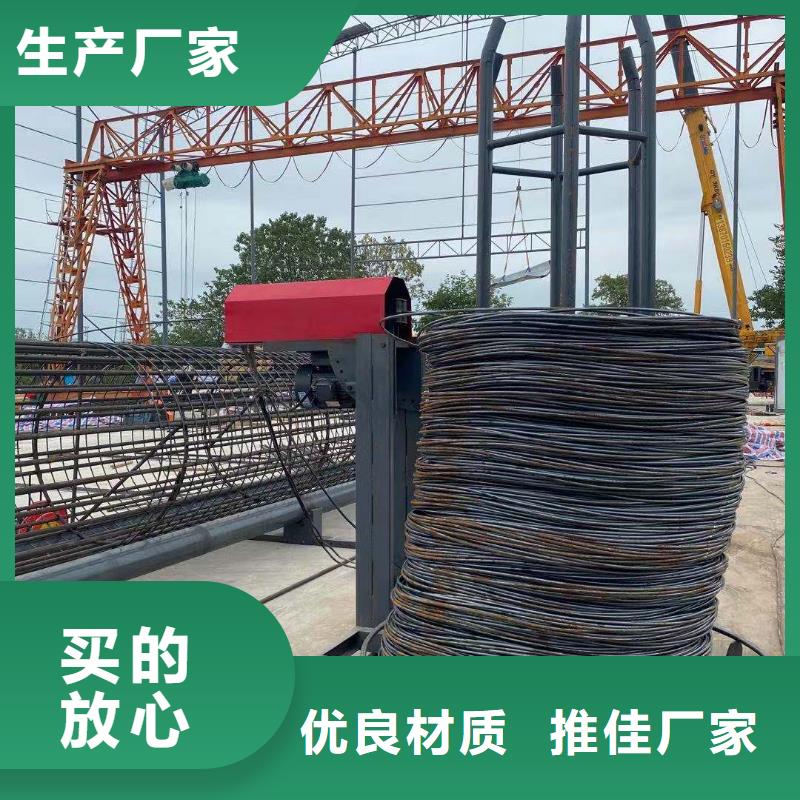
钢筋笼绕筋机技术原理特点:1.PLC变频控制 2.绕筋间距.速度无极可调,3.本机参数有自动存储功能4.可远距离遥控使用,远达50米内控制方便5.滚筒采用厚壁无缝钢管结实耐用耐磨6.调直机底座可升降广泛用于桥面,房建、房护桩防护,地铁缠桩基、高铁桩基、跨海大桥各大桩基绕筋施工用7.放线架采用304圆钢制作扎实耐用8.本公司产品系同行业中配置 没有后顾之忧。建贸机械钢筋绕筋机的出现结束了钢筋笼始终工历史,为桥梁桩基研发设计大大了动力等级,可根据客户情况定制设备,可加工36米以上,直两米以上钢筋笼,广泛于高铁,高速等项目建设,钢筋笼绕筋机加工钢筋笼精度高,误差小,两个相邻之间绕筋误差在3mm以内,米尺直接拉3米长度,总共误差在2CM以内。
 建贸机械设备有限公司
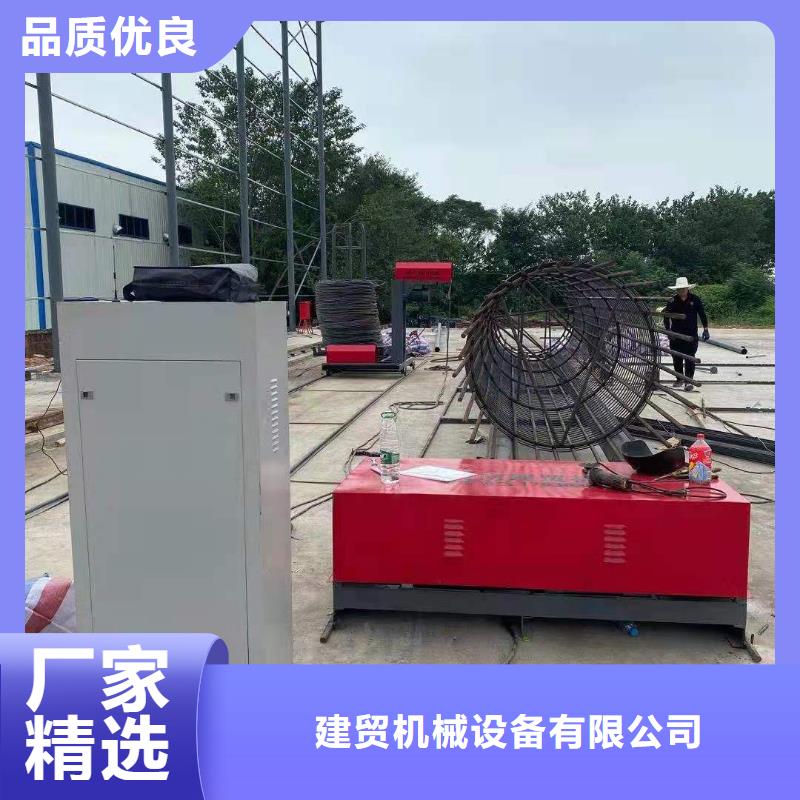
产品优势:设备只需1人操作;节省场地(加工18米的钢筋笼只需120平米场地);工作效率高(直径80cm的钢筋笼平均每分钟缠绕箍筋1米);间距自由设定,缠绕均匀,无需接头河南建贸机械有限公司郑重承诺:提供技术支持,免费上门安装调试,包教包会!钢筋笼绕筋机,是建筑行业中以手工工艺制作的各种圆型钢筋笼,采用半自动的方法去完成其绕筋成型整个工艺过程的专用机械装备(亦可在胶辊上制作骨架)。广泛应用于国防、市政的大型高层建筑,高速铁路,高速公路,跨海大桥的沉孔桩等大型基础设施。钢筋笼主筋通过自动上料到分料架;分料架的主筋需人工穿过固定盘导管到达移动盘导管,并经过电动工具将主筋固定在移动盘导管上;盘筋(绕筋)经过矫直器后焊接在主筋上;然后开始正常焊接,固定盘及移动盘同步且移动盘按照预先设定的速度(行走速度可根据操作工人的熟练程度经行调整)前进,同时进行焊接,从而生产出成品钢筋笼。钢筋笼设备引进新欧洲技术,钢筋笼直径误差可控制在1cm内;1米长度的钢筋笼盘筋间距误差可控制在5mm内;生产效率是人工制作钢筋笼的3-4倍,设备操作工人只需要3-5人,生产出来的成品钢筋笼主筋、盘筋间距均匀,焊点饱满、牢固,可实现监理。
重庆钢筋笼地滚机可按需定做
建贸机械设备有限公司
怎样做好钢筋笼滚焊机的防护工作,钢筋笼滚焊机是钢筋加工机械之一,我们在操作钢筋笼滚焊机时一定要遵守操作规程,不可违规操作避免加剧零部件的损害,我们使用钢筋笼滚焊机时怎样做好防护工作?接下来钢筋笼滚焊机将为大家介绍钢筋笼滚焊机防护工作。1.在操作钢筋笼滚焊机之前检查电气接线是否有异常老化、裸露现象,如有需要及时的更换,检查螺丝螺栓是否有松动如有及时的拧紧。2.钢筋笼滚焊机在正常工作之前我们应该进行试运行15分钟,在试运行的过程中注意检查零件部件是否有异常的振动声响,检查各工位是否处于正常的工作状态,检查无误后即可正常运行工作。3.在钢筋笼滚焊机工作的过程中我们应该及时的观察运行状况,如有异常情况的发生必须停机进行检修,避免造成大的故障。4.在使用玩钢筋笼滚焊机我们应该及时做好清洁保养工作,定期对需要润滑部位加注润滑油以保证钢筋笼滚焊机的正常运行。绕筋机
建贸机械设备有限公司
产品优势:设备只需1人操作;节省场地(加工18米的钢筋笼只需120平米场地);工作效率高(直径80cm的钢筋笼平均每分钟缠绕箍筋1米);间距自由设定,缠绕均匀,无需接头河南建贸机械有限公司郑重承诺:提供技术支持,免费上门安装调试,包教包会!钢筋笼绕筋机,是建筑行业中以手工工艺制作的各种圆型钢筋笼,采用半自动的方法去完成其绕筋成型整个工艺过程的专用机械装备(亦可在胶辊上制作骨架)。广泛应用于国防、市政的大型高层建筑,高速铁路,高速公路,跨海大桥的沉孔桩等大型基础设施。钢筋笼主筋通过自动上料到分料架;分料架的主筋需人工穿过固定盘导管到达移动盘导管,并经过电动工具将主筋固定在移动盘导管上;盘筋(绕筋)经过矫直器后焊接在主筋上;然后开始正常焊接,固定盘及移动盘同步且移动盘按照预先设定的速度(行走速度可根据操作工人的熟练程度经行调整)前进,同时进行焊接,从而生产出成品钢筋笼。钢筋笼设备引进新欧洲技术,钢筋笼直径误差可控制在1cm内;1米长度的钢筋笼盘筋间距误差可控制在5mm内;生产效率是人工制作钢筋笼的3-4倍,设备操作工人只需要3-5人,生产出来的成品钢筋笼主筋、盘筋间距均匀,焊点饱满、牢固,可实现监理。
重庆钢筋笼地滚机可按需定做
建贸机械设备有限公司
怎样做好钢筋笼滚焊机的防护工作,钢筋笼滚焊机是钢筋加工机械之一,我们在操作钢筋笼滚焊机时一定要遵守操作规程,不可违规操作避免加剧零部件的损害,我们使用钢筋笼滚焊机时怎样做好防护工作?接下来钢筋笼滚焊机将为大家介绍钢筋笼滚焊机防护工作。1.在操作钢筋笼滚焊机之前检查电气接线是否有异常老化、裸露现象,如有需要及时的更换,检查螺丝螺栓是否有松动如有及时的拧紧。2.钢筋笼滚焊机在正常工作之前我们应该进行试运行15分钟,在试运行的过程中注意检查零件部件是否有异常的振动声响,检查各工位是否处于正常的工作状态,检查无误后即可正常运行工作。3.在钢筋笼滚焊机工作的过程中我们应该及时的观察运行状况,如有异常情况的发生必须停机进行检修,避免造成大的故障。4.在使用玩钢筋笼滚焊机我们应该及时做好清洁保养工作,定期对需要润滑部位加注润滑油以保证钢筋笼滚焊机的正常运行。绕筋机
 jmc1
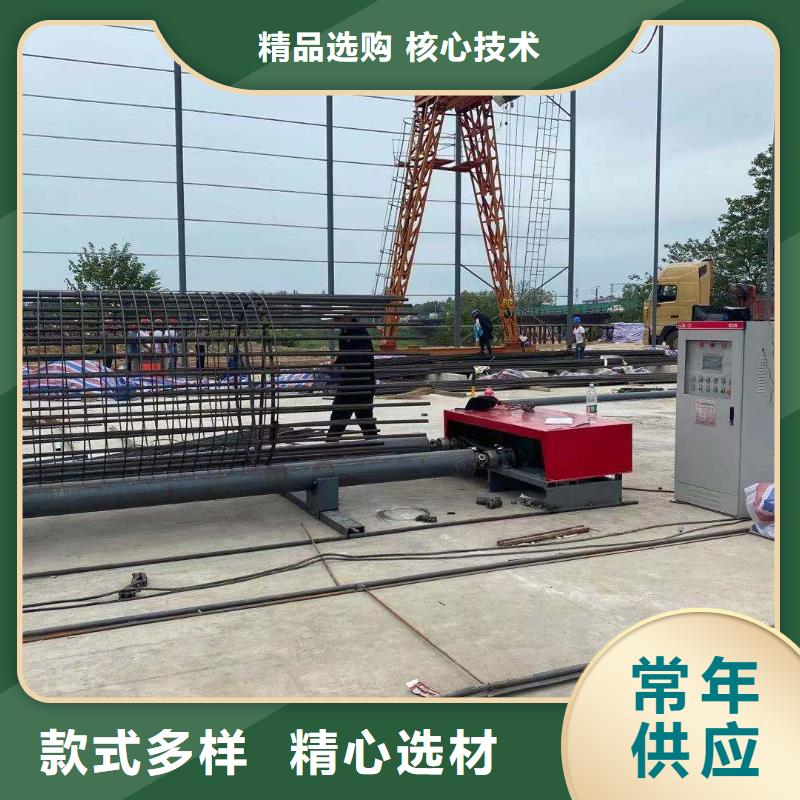
钢筋笼绕筋机运行中工作原理:根据施工要求,钢筋笼的主筋通过专用模具制作完成(包括内支撑),把钢筋笼主筋置于钢筋笼绕筋机上,将盘筋(绕筋)端头先焊接在一根主筋上,然后通过传动托辊旋转以及小车的移动把盘筋绕在主筋上,同时进行焊接,从而形成成品钢筋笼。按滚轮转动不同,滚焊可分为连续滚焊、断续滚焊和步进滚焊:1、连续滚焊 连续滚焊时,工件在两滚 间连续移动(即滚盘连续旋转),焊接电流也连续通过工件。这种方法易使工件表面和熔核附近过热,电机磨损严重,焊缝易出现较深的压坑,因而很少使用。2、断续滚焊 断续滚焊时,滚轮连续转动,工件连续移动,电流断续通过工件,形成的焊缝由彼此搭叠的熔核组成。由于电流断续通过,在休止时间内,滚轮和工件得以冷却,因而可以提高滚轮寿命,减小热影响区宽度和工件变形,获得较好的焊接质量,没有连续滚焊时的缺点。断续滚焊时,在熔核冷却时滚盘已离开焊接区,没有充分的锻压过程,熔核在压力减小的情况下结晶,很容易产生表面过热、缩孔和裂纹。3、步进滚焊 步进滚焊时,滚轮断续转动,电流在工件不动时通过工件。由于金属的熔化和结晶均在滚轮不动时进行,整个结晶过程中都有压力存在,改善了散热和压固条件,从而可以更有效地提高焊接质量,延长滚轮寿命,获得的焊缝比较致密。这种方法多用于铝、镁合金的焊接,用于缝焊高温合金,也能有效地提高焊接质量,但这种滚焊需要有使滚盘断续旋转的比较复杂的机械装置。
jmc1
钢筋笼绕筋机运行中工作原理:根据施工要求,钢筋笼的主筋通过专用模具制作完成(包括内支撑),把钢筋笼主筋置于钢筋笼绕筋机上,将盘筋(绕筋)端头先焊接在一根主筋上,然后通过传动托辊旋转以及小车的移动把盘筋绕在主筋上,同时进行焊接,从而形成成品钢筋笼。按滚轮转动不同,滚焊可分为连续滚焊、断续滚焊和步进滚焊:1、连续滚焊 连续滚焊时,工件在两滚 间连续移动(即滚盘连续旋转),焊接电流也连续通过工件。这种方法易使工件表面和熔核附近过热,电机磨损严重,焊缝易出现较深的压坑,因而很少使用。2、断续滚焊 断续滚焊时,滚轮连续转动,工件连续移动,电流断续通过工件,形成的焊缝由彼此搭叠的熔核组成。由于电流断续通过,在休止时间内,滚轮和工件得以冷却,因而可以提高滚轮寿命,减小热影响区宽度和工件变形,获得较好的焊接质量,没有连续滚焊时的缺点。断续滚焊时,在熔核冷却时滚盘已离开焊接区,没有充分的锻压过程,熔核在压力减小的情况下结晶,很容易产生表面过热、缩孔和裂纹。3、步进滚焊 步进滚焊时,滚轮断续转动,电流在工件不动时通过工件。由于金属的熔化和结晶均在滚轮不动时进行,整个结晶过程中都有压力存在,改善了散热和压固条件,从而可以更有效地提高焊接质量,延长滚轮寿命,获得的焊缝比较致密。这种方法多用于铝、镁合金的焊接,用于缝焊高温合金,也能有效地提高焊接质量,但这种滚焊需要有使滚盘断续旋转的比较复杂的机械装置。